


丁炳乙
(连云港港口控股集团徐圩有限公司,江苏连云港 222042)
摘 要:对港口门座式起重机回转支承外齿断裂原因进行分析,提出快速有效的修复方案,降低门机停机损失,延长回转支承使用寿命,改进门机回转支承的使用管理与维护,防范回转支承断齿故障再次发生。
关键词:港口;门座式起重机;回转支承;断齿修复
1 回转支承概述
回转支承又叫转盘轴承,它有内外圈、保持架、滚动体、密封体等构成,分为无齿式、外齿式、内齿式的四点接触球轴承、双排角接触球轴承、圆柱滚子、三排圆柱滚子轴承等多种型式,可以同时承受较大的轴向、径向载荷和倾覆力矩,主要用于港口机械、钢铁、冶金、工程机械等重型行业。
2007年以来,连云港港口建设加快步伐,特别是“一体两翼”战略实施,据统计,近10年连云港及其两翼港区累计安装门座式起重机约60多台,以东源港务公司为例,4个10万吨级泊位分别安装了4台40-37、2台40-39和10台40-43型门机,全部都使用了回转支承。
回转支承主要用于起重机上部转盘和下部圆筒体门架的联接,通过传动机构的驱动小齿轮与回转支承外齿啮合,承接和传递回转机构全部载荷。
2 回转支承断齿情况分析
2.1回转支承断齿情况
2012年11月3日5时,东源港务分公司门机一班某司机驾驶MQ40型门机在58#泊位“海州6”轮5舱进行红土镍矿卸船作业,门机起升过程中,抓斗临近舱口时,忽然听到回转齿圈部位异响,遂停机检查,发现在回转支承平行于轨道方向海侧45°位置处一外齿断裂,见图1。
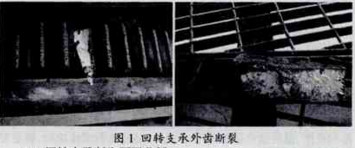
该门机2009年1月安装调试,8月正式投入使用,作业时工属具为轻型镍矿抓斗,抓斗重15.6t、容积18m3,货物比1.3t/m3,力矩装置显示实时负荷31t(含抓斗),船舱内无机械,舱口无刮擦、无变形。
2.2回转支承断齿原因分析
回转支承断齿的原因主要有两种:疲劳强度断裂、冲击过载断裂。
疲劳断裂主要是齿根受弯曲应力,引起初始疲劳裂纹,裂纹不断扩展,最终导致齿轮折断;冲击过载断裂主要是由于短时过载或严重冲击,静强度不够而导致全齿折断或局部折断。
据调查,回转支承设计寿命为25000工作小时,全负荷运转转数15万次,发生断齿的回转支承累计工作台时11007小时,尚未到疲劳断裂期,回转支承外齿系突然断裂,断齿痕迹清晰,无明显老旧痕迹,说明回转支承受力异常,冲击过载引起外齿断裂。
侧隙大小是影响回转支承载荷和两侧回转驱动齿轮受力的重要因素。经检测,回转支承一侧与小齿轮啮合侧隙为3mm,啮合标准侧隙为0.8mm-1.5mm,侧隙偏大导致齿轮啮合面积减少,局部应力过大,造成外齿断裂。
3 回转支承断齿的修复工艺
2008-2012年,连云港及周边港口门座式起重机回转支承发生断齿等故障约有5起,普遍采用的方法都是更换新的回转支承。
港口作为服务型单位,一切都是以船舶和生产装卸为核心,东源公司58#泊位是连云港港10万吨级重点通用泊位,长时间停机势必对生产造成巨大影响。更换新回转支承,采购周期要30天,维修成本高达82万元,回转支承就此报废。经技术人员调研,公司决定对回转支承断齿进行修复,主要方法是局部补焊和镶齿修复。
一是残齿修补。检查、清理、清洁残齿,用500℃高温多层融焊方式局部修补、打磨,保持残齿齿根足够回火强度、外观平整,进行齿轮根部探伤,确认齿轮根部及相邻位置无裂纹,见图2。

二是新齿焊接。准备一个大小、模数相同的新齿,根部加工双45°×10角,根据齿隙和齿高调整定位,双边坡口交互焊接,用异种钢焊条进行分层堆焊,缓慢加温,避免冷风。
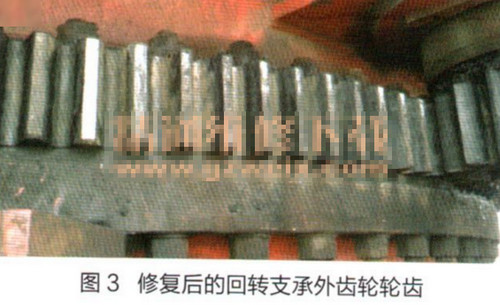
三是修补打磨。新齿堆焊结束加温到300℃保温2小时慢冷,对焊缝进行100%UT+RT探伤,确保焊缝质量,保证齿根强度,开展相邻齿隙、节圆厚度、齿顶高测量,进行修补打磨。
四是监护使用。取消回转机构高速档,降至额定负荷80%监护运行,连续运行8小时后,检查修复齿轮及无异常,恢复正常使用。
4 结束语
(1)东源公司58#泊位3#门座式起重机回转支承外齿断齿修复仅用时2天,修复费用1.6万元,直接节约维修费用80多万元,极大的减少了门机停机时间,降低了设备故障给港口生产带来的损失。
(2)截止2016年8月底,修复后的回转支承使用情况良好,回转支承修复后累计使用16200h,装卸货物约470万t,延长了回转支承的使用寿命,创造了较好的经济效益,并对回转支承类似断齿故障的处理提供了极大的借鉴。
(3)回转支承断齿修复后,公司先后开展了港口门座式起重机回转支承软带位置调整、密封圈及保持架材料优化、回转支承润滑点增设、回转驱动齿轮定位圈调整、开式齿轮固体复合润滑技术及规范操作等一系列课题研究,取得了非常显著的成果。
来源:《科技创新与应用》2017年第1期

